1 機械結構設計
1.1 翻轉要求
首先由機器人將工件放置于翻轉機的承料臺上,翻轉機感應到工件,然后進行翻轉,這樣就可實現被放置工件上下表面調換。要實現此要求,一般要求工件放置好后需要將工件夾緊,旋轉機構將其翻轉 180°,夾緊機構松開。
1.2 結構設計
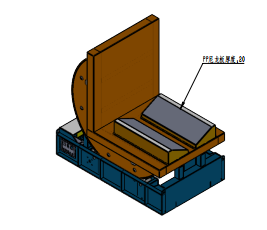
左右翻轉機的機械結構如圖 1 所示。整個機構主要由工件夾持機構、翻轉機構和支撐架三部分構成。其中,工件夾機構主要由一個伸縮氣缸、鋁型材承料支架和多個定位塊構成 ;翻轉機構是由一臺配減速器的步進電機、膜片式聯軸器、軸承和轉動支撐板組成,其固定于轉動支撐板上,設計的減速器傳動比為 15∶1 ;支撐架主要由矩形的底箱和兩根帶上橫桿的立柱構成,控制電箱放置于底箱內,三色報警指示燈固定于橫桿上。
2 控制設計
翻轉機整個動作順序如下 :
(1)將物料放置到下蓋板,由定位塊定位,翻轉臺上蓋板由氣缸推動下移,使上下蓋板閉合,實現夾緊工件 ;
(2)翻轉臺順時針翻轉 180°,翻轉到位后翻轉臺上蓋板上移,上下蓋板打開實現物料上下表面的調換 ;
(3)取走物料,完成一次翻轉動作 ;
(4)再次放入物料,氣缸動作,上下蓋板閉合 ;
(5)翻轉臺逆時針翻轉 180°;
(6)氣缸動作,上下蓋板打開。
在一個動作循環中,翻轉機可完成兩次翻轉。翻轉機復位后,放置工件的料架處于水平位置,自動運行過程中,反復執行上述動作步驟。
2.1 電氣控制構成框圖
整個系統的電氣控制框圖如圖 2 所示。圖中,PLC 控制電磁換向閥和步進電機驅動器,分別實現氣缸的上、下蓋板的開與合以及上下蓋板的翻轉。
2.2 電氣原理圖
左右翻轉機控制原理如圖 3 所示。步進電機采用共陽極接法,即步進電機驅動器上,STEP+,DIR+,EN+ 端口和開關電源的 24 V 端口相連,脈沖輸入 STEP- 和 PLC 的Y001 相連,方向輸入 DIR- 與 Y003 相連。氣缸的伸縮由電磁閥控制,PLC 通過 Y005 控制電磁閥線圈。三色指示燈采用常亮閃光型接法。由于三色指示燈的紅燈、黃燈、綠燈、蜂鳴器每個工作電流 20 mA 以上,采用小型電磁繼電器增大 PLC 驅動三色指示燈的能力。以綠燈為例,Y010 驅動電磁繼電器的線圈,然后由電磁繼電器的常開觸點控制綠色指示燈。
2.3 程序流程
該翻轉機控制系統具有手動和自動兩種控制方式。手動方式主要完成上下蓋板打開、上下蓋板閉合、左翻轉、右翻轉和復位。自動模式分為外部和內部兩種控制模式 :外部控制模式時,由外部控制器發出一個“啟動翻轉”的 I/O 信號,翻轉機動作,完成一次翻轉,上下蓋板打開后,通過 I/O 信號給外部控制器發出“翻轉完成”的信號,如此實現外部控制 ;內部控制模式時,可由物料有無信號或控制按鈕來控制翻轉臺翻轉。系統控制流程如圖 4 所示。
為提高系統運行的可靠性,系統程序設置了異常狀態監測,主要包括伸縮氣缸動作超時、翻轉臺翻轉動作超時、伸縮氣缸伸縮同時感應檢測異常、翻轉臺左右限位同時檢測異常以及急停異常等。系統出現異常時,即由三色報警燈和蜂鳴器提示,一般需要排除故障后,并再次復位后才能重新運行。